防震机柜解决方案
为保证设备满足抗震要求,通常采用双层框架结构减震法,
同时结合以下方法:
a.机柜框架以不锈钢为原材料;
b.按需要焊加强肋板;
c.对角线支撑至底座;
d.接缝处全焊接;
e.机柜框架底座厚度为3mm。
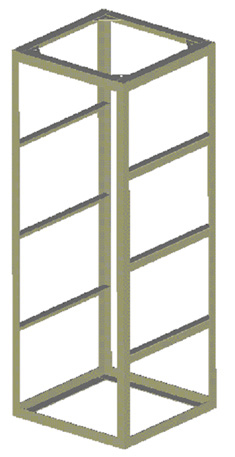
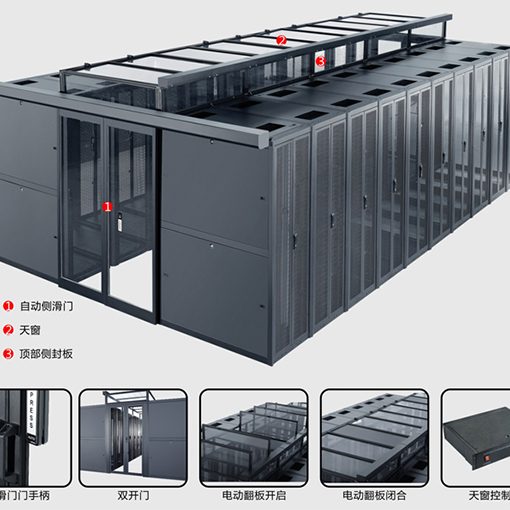
上图为机柜抗震结构图,机柜抗震结构采用5×5×50角钢或更厚的角钢焊接加工而成,机柜框架则选用2.5mm厚的不锈钢焊接制作。机柜框架(含门板)表面作静电喷涂处理(统一使用室外粉喷涂),机柜前门为钢化玻璃门,其他门可拆卸但不开通风孔,防护等级达IP55。
2.工程施工加固处理:
设计安装抗震压板,保证机柜稳妥地放置于水泥地面或支架表面,并用合适的紧固件固定机柜。如下图所示:

在机柜上部采用槽钢等固件对机柜再次加固处理,进一步提高机柜抗震能力。如下图所示:

3.适应使用环境条件:
a.安装期间和运行前的环境条件:
– 正常环境温度:-20~31.2℃,极端环境温度:-29.2℃~35.8℃
– 相对湿度:0~100%
– 空气:含盐、灰尘
– 大气压力:0.098~0.104Mpa
– 机械应力:支撑件振动:10~2000Hz,振幅:0~30μm,加速度:0.2g
b.运行期间的环境条件:
– 正常环境温度:5~40℃,极端环境温度:5~55℃
– 相对湿度:0~100%
– 空气:含盐,灰尘
– 大气压力:0.098~0.104Mpa
– 机械应力:支撑件振动:10~2000Hz,振幅:0~30um,加速度:0.2g
4.其他方面考虑:
机柜必须包括将其固定在支撑结构上的构件。
机柜内插入式设备、滑道安装设备,必须根据要求提供机械限制器,以便保持定位的牢固性。
与机柜连接或相邻的所有设备,其安装方式必须消除因地震事件可能使机柜的性能变坏到超过允许水平的危害。